Die Anlage konnte sofort nach dem Umzug wieder in Produktion gehen. Der Kunde hat durch die Investition in Wiest Präzisionstechnik mindestens eine Woche Produktionsausfall vermieden.
Der Handlingsprozess ist abgesichert. Bei einem erneuten Punktversatz wurde die Werkzeugvermessung wiederholt und die geänderten Tooldaten an die Steuerung übertragen. Der Prozess konnte ohne Nachteachen fortgesetzt werden.
Integration auf zweiter Linie ohne Nachteachen
Erhöhung der Verfügbarkeit
Vermeidung von Ausfallzeiten
Verkürzung der Inbetriebnahme
Case
Anlagenbeschreibung
In der Zelle nimmt ein KUKA-Roboter KR Gussteile auf und bohrt, entgratet, bürstet und schleift sie an mehreren stationären Werkzeugen. Um die Gussteile entlang der Werkzeuge zu bewegen, sind Bahnen mit sehr vielen Punkten erforderlich. Zudem werden an der Anlage zwei verschiedene Gussteile bearbeitet – entsprechend verdoppelt sich die Anzahl der Roboterprogramme.
Aufgabenstellung
Der Greifer, mit dem die Gussteile entlang der Bearbeitungsstationen geführt werden, ist ein Unikat. Einen Ersatzgreifer gibt es nicht. Bereits nach einem leichten Crash oder nach längeren Produktionszeiten trat immer wieder ein Punktversatz auf. Dies führte regelmäßig zu einem umfangreichen manuellen Nachteach-Prozess, der sich über mehrere Schichten erstreckte.
Zusätzlich sollte die Anlage versetzt werden. Durch den Umzug wäre ein Nachteachen der Programme unumgänglich geworden. Aufgrund der Menge der nachzuteachenden Punkte und Programme rechnete der Kunde mit einem längeren Produktionsausfall.
Umsetzung
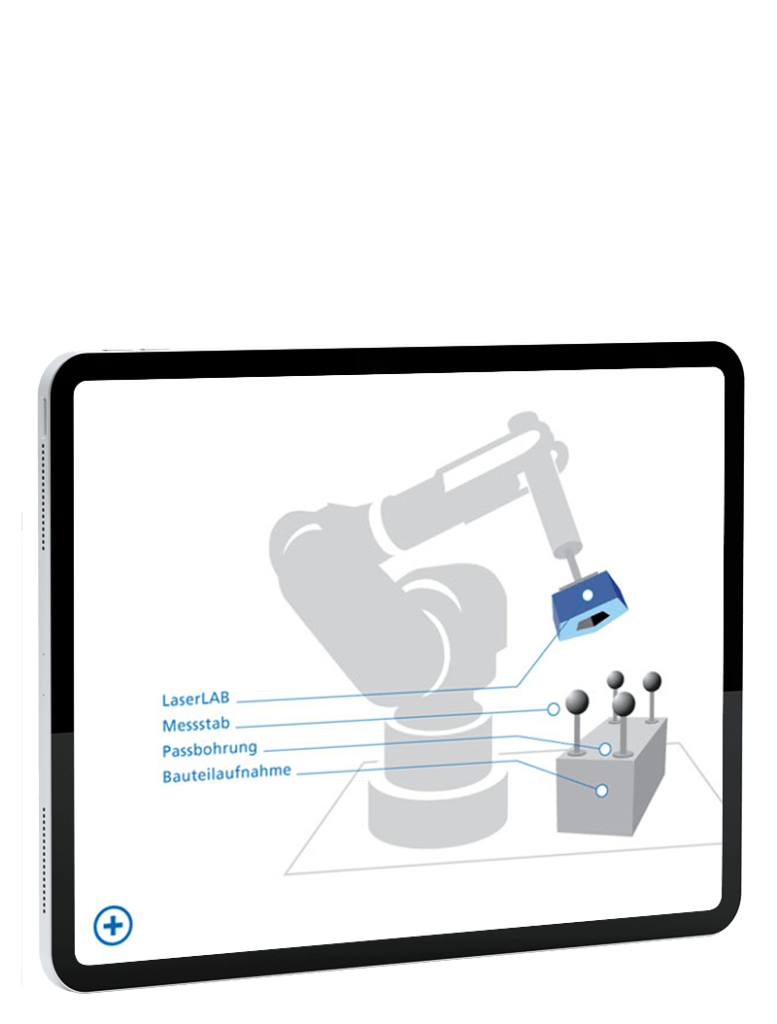
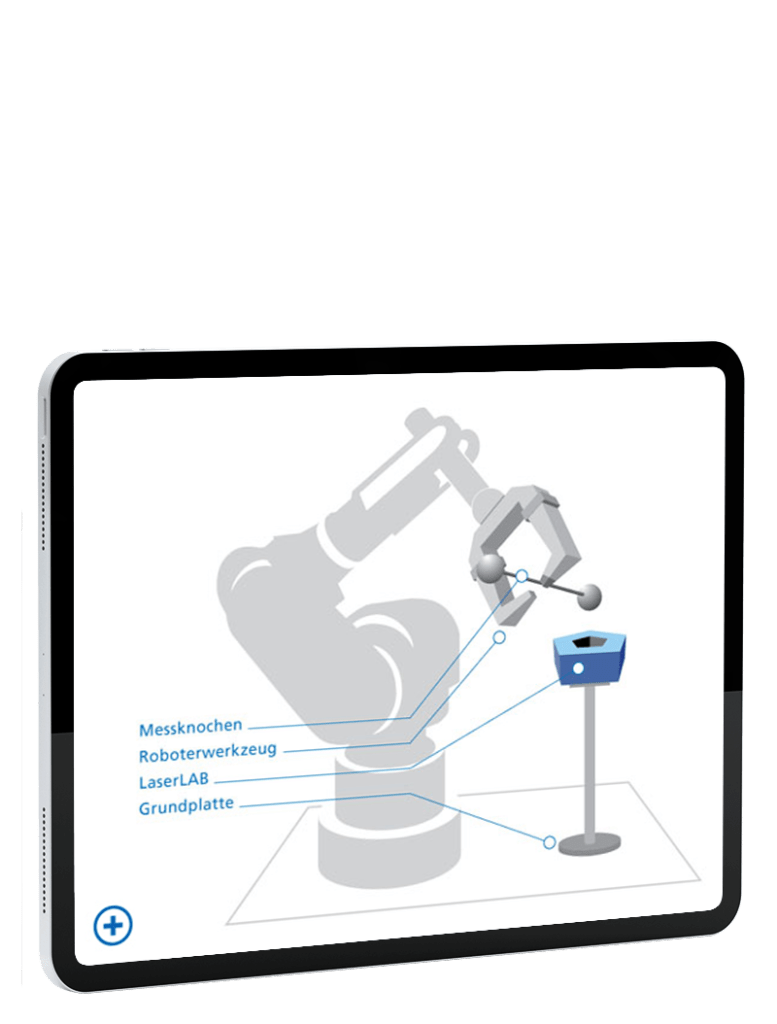
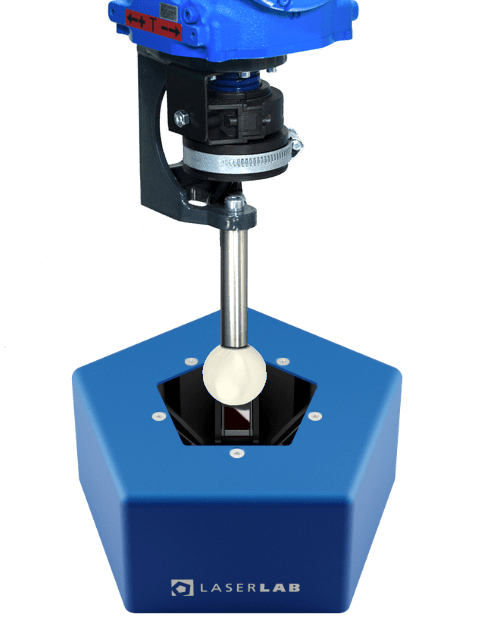
Es wurden zwei Masterbauteile angefertigt und der Ist-Zustand der beiden Tools mit LaserLAB und tool:in vermessen. Weiterhin wurden Messstäbe an der Grundplatte für die Bearbeitungsmaschinen angebracht und die Position der Grundplatte mit base:in vermessen.
Anschließend wurde die Anlage umgesetzt und erneut mit LaserLAB eingemessen. Die neuen geometrischen Zustände wurden per Knopfdruck an den Roboter übertragen.